����ֲڶȱ��^�ӉK13851526892����ֲڶȱ��^�ӉK13851526892
����ֲڶȱ��^�ӉK13851526892�a(ch��n)Ʒ���Q �ӹ����� Ҏ(gu��)�� Raֵum �K��(sh��) ��(gu��)�Ҙ�(bi��o)��(zh��n) ����ֲڶȱ��^�ӉK ܇��A �M��ʽ 0.8��1.6��3.2��6.3 32 GB6060.2-85 �M��(n��i)�� 0.8��1.6��3.2��6.3 �� 0.8��1.6��3.2��6.3 ƽ� 0.8��1.6��3.2��6.3 ��� 0.8��1.6��3.2��6.3 ĥ��A 0.1��0.2��0.4��0.8 ƽĥ 0.1��0.2��0.4��0.8 ��ĥ 0.1��0.05��0.025��0.012 ����ֲڶȱ��^�ӉK ܇��@ �p�Mʽ 0.8��1.6��3.2��6.3 8 GB6060.2-85 ĥ��@ 0.1��0.2��0.4��0.8 ����ֲڶȱ��^�ӉK �ټӹ� �p�Mʽ 0.8��1.6��3.2��6.3 8 GB6060.2-85 ƽĥ 0.1��0.2��0.4��0.8 ����ֲڶȱ��^�ӉK ƽ� �p�Mʽ 0.8��1.6��3.2��6.3 8 GB6060.2-85 ��� 0.8��1.6��3.2��6.3 ����ֲڶȱ��^�ӉK �M��(n��i)�� �p�Mʽ 0.8��1.6��3.2��6.3 8 GB6060.2-85 ĥ��(n��i)�� 0.1��0.2��0.4��0.8 ����ֲڶȱ��^�ӉK ���� �νMʽ 0.1��0.05��0.025��0.012 4 �� ����ֲڶȱ��^�ӉK 늻��и� �νMʽ 0.63��1.25��2.5��5.0��10 5 GB6060.3-86 ����ֲڶȱ��^�ӉK 늻� �νMʽ 0.4��0.8��1.6��3.2��6.3��12.5 6 GB6060.3-86 ����ֲڶȱ��^�ӉK ���� �νMʽ 0.8��0.4��0.2��0.1��0.05��0.025��0.012 7 GB6060.4-88 ����ֲڶȱ��^�ӉK �T����Fɰ�� �νMʽ 3.2��6.3��12.5��25��50��100��800��1000 8 GB6060.1-85 ����ֲڶȱ��^�ӉK ������ �νMʽ 0.2��0.4��0.8��1.6��3.2��6.3��12.5��25��50��100 10 GB6060.5-88 ����ֲڶȱ��^�ӉK ��ɰ �νMʽ�� 0.8��1.6��3.2��6.3��12.5��25 6 ����ֲڶȱ��^�ӉK ������+��ɰ �p�Mʽ�� �C�����϶��(xi��ng) 16 GB6060 �ֲڶȱ���ֲڶȴֲڶȱ���ֲڶȴֲڶȱ���ֲڶȴֲڶȱ���ֲڶȴֲڶȱ���ֲڶ� �ֲڶȱ���ֲڶȴֲڶȱ���ֲڶȴֲڶȱ���ֲڶȴֲڶȱ���ֲڶȴֲڶȱ���ֲڶ�� Ԓ����86��025-51194607/51194327-805�� �棺��86��025-51194605 �� �C(j��): ��24С�r(sh��)����(w��)����13851526892����ɯ С���]�䣺 unitway1@163.comMSN��unitway_sales1@hotmail.com
dcgz����ֲڶȱ��^�ӉK�S�ҹ���(y��ng)
����ֲڶȱ��^�ӉK���� ����ֲڶȱ��^�ӉK�Ǚz��ӹ��������һ�N�Ȍ�(du��)���ߣ�����ʹ�÷������ԘӉK������ı���ֲڶȞ��(bi��o)��(zh��n)���{�|�X(ju��)������������ҕ�X(ju��)���ɽ����Ŵ��R�����^�@�R�����c���z��Ĺ��������M(j��n)�бȌ�(du��)���Ķ��Єe���z�����ı���ֲڶ��Ƿ�Ϻ�Ҫ���@��һ�N���Եęz�鹤�ߡ����� ���ñ��^�ӉK��(du��)���������M(j��n)�б��^�r(sh��)�����x�õĘӉK�ͱ��z�鹤���ļӹ����������ͬ��ͬ�r(sh��)�ӉK�IJ��ϡ��Π����ɫ�ɵȑ�(y��ng)�M���ܵ��c���z�鹤��һ�¡��Д�Ĝ�(zh��n)�t�Ǹ���(j��)�����ӹ����E����\��(l��i)�Q������ֲڶ��Ƿ���ψD������ˇ��Ҫ��(d��ng)���z�鹤������ļӹ����E��\�̶��ஔ(d��ng)����С�ژӉK������ӹ����E��ȕr(sh��)���t���z�鹤������ֲڶ�һ�㲻���ژӉK�Ę�(bi��o)ӛ���Qֵ������ �ñ��^�ӉK�Ȍ�(du��)�ķ����m��(ji��n)�㡢���١���(j��ng)��(j��)��(sh��)�ã���ֻ�ܶ��Ԝy(c��)�����o(w��)���õ�����ֲڶȵĶ���ֵ�����^��Ҫ��z�(y��n)�߾����S���Č�(sh��)�`��(j��ng)�(y��n)����ˣ����^�����ھ���һ������LJ�(y��n)��Ҫ��ı���ֲڶȵ�������档
�_(d��)����˾����a(ch��n)Ʒ����ʽˮƽ�x���_(d��)���ƺ���ˮƽ�x���lʽˮƽ�x������㊴����T�Fƽ�����z�(y��n)�M��ƽ�_(t��i)����(sh��)�(y��n)�һ��A(ch��)ƽ�_(t��i)���V�Xƽ�ߡ��V�X���ߡ��V�X����ֱ�dzߡ��V�X���ڳߡ�䓼�����,���䡢ƽ��ƽ�ߡ����ߡ�ֱ�dzߡ����塢�A�݉|�F���ȸ߉|�F��ƫ�[�z��x���X݆����(d��ng)�z��x�� ˮƽ�x���Ⱦ������߮a(ch��n)Ʒ�h(yu��n)�N����(gu��)����(gu��)���ձ����n��(gu��)�ȇ�(gu��)�����܇�(gu��)��(n��i)��͑��ĺ��u(p��ng)��
�˽����a(ch��n)Ʒ֪�R(sh��)Ո(q��ng)��䛣�http://www.hgslj.cn
HC�� �ֲڶȱ��^�ӉK���ֲڶȘӉK���ֲڶȘ�(bi��o)��(zh��n)�K����(bi��o)��(zh��n)ģ�K���ֲڶ�

�O(sh��)�������
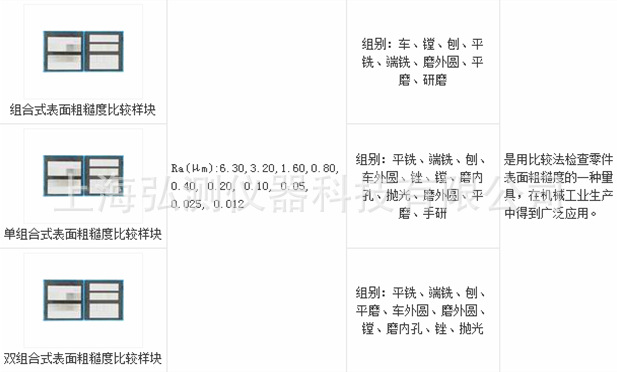
����ֲڶȱ��^�ӉK���ñ��^���z���������ֲڶȵ�һ�N���ߣ��ڙC(j��)е���I(y��)���a(ch��n)�еõ��V���đ�(y��ng)�á�����GB��(bi��o)��(zh��n)��
���g(sh��)ָ��(bi��o)��
l �M��ʽ����ֲڶȱ��^�ӉK
| �M�e | Ra(μm) | �|(zh��)��(kg) | |||||||||
| 6.30 | 3.20 | 1.60 | 0.80 | 0.40 | 0.20 | 0.10 | 0.05 | 0.025 | 0.012 | ||
| ܇ | �� | �� | �� | �� |
|
|
|
|
|
| 0.142 |
| �M | �� | �� | �� | �� |
|
|
|
|
|
| |
| �� | �� | �� | �� | �� |
|
|
|
|
|
| |
| ƽ� | �� | �� | �� | �� |
|
|
|
|
|
| |
| ��� | �� | �� | �� | �� |
|
|
|
|
|
| |
| ĥ��A |
|
|
| �� | �� | �� | �� |
|
|
| |
| ƽĥ |
|
|
| �� | �� | �� | �� |
|
|
| |
| ��ĥ |
|
|
|
|
|
| �� | �� | �� | �� | |
l �νM��ʽ����ֲڶȱ��^�ӉK
| �M�e | Ra(μm) | �|(zh��)��(kg) | |||||||||
| 6.30 | 3.20 | 1.60 | 0.80 | 0.40 | 0.20 | 0.10 | 0.05 | 0.025 | 0.012 | ||
| ƽ� | �� | �� | �� | �� |
|
|
|
|
|
| 0.046 |
| ��� | �� | �� | �� | �� |
|
|
|
|
|
| |
| �� | �� | �� | �� | �� |
|
|
|
|
|
| |
| ܇��A | �� | �� | �� | �� |
|
|
|
|
|
| |
| �S | �� | �� | �� | �� |
|
|
|
|
|
| |
| �M | �� | �� | �� |
|
|
|
|
|
|
| |
| ĥ��(n��i)�� |
|
|
| �� | �� | �� | �� |
|
|
| |
| ���� |
|
|
| �� | �� | �� | �� |
|
|
| |
| ĥ��A |
|
|
| �� | �� | �� | �� |
|
|
| |
| ƽĥ |
|
|
| �� | �� | �� | �� |
|
|
| |
| ���� |
|
|
|
|
|
| �� | �� | �� | �� | |
l �p�M��ʽ����ֲڶȱ��^�ӉK
| �M�e | Ra(μm) | �|(zh��)��(kg) | |||||||||
| 6.30 | 3.20 | 1.60 | 0.80 | 0.40 | 0.20 | 0.10 | 0.05 | 0.025 | 0.012 | ||
| ƽ� | �� | �� | �� | �� |
|
|
|
|
|
| 0.054 |
| ��� | �� | �� | �� | �� |
|
|
|
|
|
| |
| �� | �� | �� | �� | �� |
|
|
|
|
|
| |
| ƽĥ |
|
|
| �� | �� | �� | �� |
|
|
| |
| ܇��A | �� | �� | �� | �� |
|
|
|
|
|
| |
| ĥ��A |
|
|
| �� | �� | �� | �� |
|
|
| |
| �M | �� | �� | �� | �� |
|
|
|
|
|
| |
| ĥ��(n��i)�� |
|
|
| �� | �� | �� | �� |
|
|
| |
| �S | �� | �� | �� | �� |
|
|
|
|
|
| |
| ���� |
|
|
| �� | �� | �� | �� |
|
|
| |


����ֲڶȱ��^�ӉK����ֲڶȱ��^�ӉK
�S�����a(ch��n)�r(ji��)ֱ�N����ֲڶȱ��^�ӉK���x���ܮa(ch��n)“����ֲڶȱ��^�ӉK”��(gu��)�Ҙ�(bi��o)��(zh��n)ͨ�^(gu��)���� ���^�ӉK������ֲڶȱ��^�ӉK���ֲڶȃx���x�C(j��)늡�
�a(ch��n)Ʒ���Q �ֲڶȼӹ����� Ҏ(gu��)�� �ֲڶ�Raֵum �K��(sh��) ���χ�(gu��)��(bi��o)����ֲڶȱ��^�ӉK ܇��A �M��ʽ 0.8��1.6��3.2��6.3 32 GB6060.2-85 �M��(n��i)�� 0.8��1.6��3.2��6.3 �� 0.8��1.6��3.2��6.3 ƽ� 0.8��1.6��3.2��6.3 ��� 0.8��1.6��3.2��6.3 ĥ��A 0.1��0.2��0.4��0.8 ƽĥ 0.1��0.2��0.4��0.8 ��ĥ 0.1��0.05��0.025��0.012 ����ֲڶȱ��^�ӉK ܇��@ �p�Mʽ 0.8��1.6��3.2��6.3 8 GB6060.2-85 ĥ��@ 0.1��0.2��0.4��0.8 ����ֲڶȱ��^�ӉK �� �p�Mʽ 0.8��1.6��3.2��6.3 8 GB6060.2-85����ֲڶȱ��^�ӉK ƽĥ 0.1��0.2��0.4��0.8 ����ֲڶȱ��^�ӉK ƽ� �p�Mʽ 0.8��1.6��3.2��6.3 8 GB6060.2-85����ֲڶȱ��^�ӉK ��� 0.8��1.6��3.2��6.3 ����ֲڶȱ��^�ӉK �M��(n��i)�� �p�Mʽ 0.8��1.6��3.2��6.3 8 GB6060.2-85����ֲڶȱ��^�ӉK ĥ��(n��i)�� 0.1��0.2��0.4��0.8 ����ֲڶȱ��^�ӉK ���� �νMʽ 0.1��0.05��0.025��0.012 4 ����ֲڶȱ��^�ӉK ƽĥ �νMʽ 0.1��0.2��0.4��0.8 4 ����ֲڶȱ��^�ӉK 늻��и� �νMʽ 0.63��1.25��2.5��5.0��10 5
GB6060.3-86����ֲڶȱ��^�ӉK 늻� �νMʽ 0.4��0.8��1.6��3.2��6.3��12.5 6
GB6060.3-86����ֲڶȱ��^�ӉK ���� �νMʽ 0.8��0.4��0.2��0.1��0.05��0.025��0.012 7
GB6060.4-88����ֲڶȱ��^�ӉK �T����Fɰ�� �νMʽ 3.2��6.3��12.5��25��50��100��800��1000
8 GB6060.1-85����ֲڶȱ��^�ӉK ������ 0.2��0.4��0.8��1.6��3.2��6.3��12.5��25��50��100
10 GB6060.5-88����ֲڶȱ��^�ӉK ��ɰ 0.8��1.6��3.2��6.3��12.5��25 6 ����ֲڶȱ��^�ӉK ������+��ɰ �C�����϶��(xi��ng) 16 GB6060.5-88����ֲڶȘ�(bi��o)��(zh��n)��(du��)���Ї�(gu��)�ڿ�ȫ�Ĕ�(sh��)��(j��)��(k��) �S�����a(ch��n)ֱ�N����ֲڶȱ��^�ӉK����˾����:�д����F(xi��n)؛��(k��)��ȫ��(gu��)�r(ji��)�N�۹���(y��ng)����(d��ng)��l(f��)؛���S��ֱ��(d��ng)�r(sh��)߀���a(ch��n)�N�ۆο̾�������(bi��o)��(zh��n)�ӉK����̾�������(bi��o)��(zh��n)�ӉK���Ρ���̾����P䓘�(bi��o)��(zh��n)�ӉK�ȣ���˾����:
�д����F(xi��n)؛��(k��)��ȫ��(gu��)�r(ji��)�N�۹���(y��ng)����(d��ng)��l(f��)؛��
1.���Ϯa(ch��n)Ʒ���Ї�(gu��)��Ӌ(j��)�����a(ch��n)�Y�|(zh��)�����χ�(gu��)��Ӌ(j��)���z����(bi��o)��(zh��n)�� 2.��ί����˾�M(j��n)�Юa(ch��n)ƷӋ(j��)���z���� ��(d��ng)�r(sh��)߀���a(ch��n)�N�ۆο̾�������(bi��o)��(zh��n)�ӉK����̾�������(bi��o)��(zh��n)�ӉK���Ρ���̾����P䓘�(bi��o)��(zh��n)�ӉK�ȣ���˾����:
�д����F(xi��n)؛��(k��)��ȫ��(gu��)�r(ji��)�N�۹���(y��ng)����(d��ng)��l(f��)؛������ֲڶȱ��^�ӉK�����N���M��ʽ�ӉK��܇��A���M��(n��i)�ס��١�ƽ㊡���㊡�ĥ��A��ƽĥ����ĥ��܇��@��ĥ��@���١�ƽĥ��ƽ
㊡���㊡��M��(n��i)�ס�ĥ��(n��i)�ס����С�ƽĥ��늻��и늻��⡢�T����Fɰ�͡������衢��ɰ��������+��ɰ �S�����a(ch��n)ֱ�N����ֲڶȱ��^�ӉK����˾����:�д����F(xi��n)؛��(k��)��ȫ��(gu��)�r(ji��)�N�۹���(y��ng)����(d��ng)��l(f��)؛���S��ֱ
�N
����ֲڶȱ��^�ӉK .
����ֲڶȱ��^�ӉK Raֵum�ć�(gu��)�Ҙ�(bi��o)��(zh��n)Ҏ(gu��)��
�ӹ����� Ҏ(gu��)�� Raֵum �K��(sh��) ���χ�(gu��)��(bi��o) ܇��A �M��ʽ 0.8��1.6��3.2��6.3 32 GB6060.2-85 �M��(n��i)�� 0.8��1.6��3.2��6.3 �� 0.8��1.6��3.2��6.3 ƽ� 0.8��1.6��3.2��6.3 ��� 0.8��1.6��3.2��6.3 ĥ��A 0.1��0.2��0.4��0.8 ƽĥ 0.1��0.2��0.4��0.8 ��ĥ 0.1��0.05��0.025��0.012 ܇��@ �p�Mʽ 0.8��1.6��3.2��6.3 8 GB6060.2-85 ĥ��@ 0.1��0.2��0.4��0.8 �� �p�Mʽ 0.8��1.6��3.2��6.3 8 GB6060.2-85 ƽĥ 0.1��0.2��0.4��0.8 ƽ� �p�Mʽ 0.8��1.6��3.2��6.3 8 GB6060.2-85 ��� 0.8��1.6��3.2��6.3 �M��(n��i)�� �p�Mʽ 0.8��1.6��3.2��6.3 8 GB6060.2-85 ĥ��(n��i)�� 0.1��0.2��0.4��0.8 ���� �νMʽ 0.1��0.05��0.025��0.012 4 ƽĥ �νMʽ 0.1��0.2��0.4��0.8 4 늻��и� �νMʽ 0.63��1.25��2.5��5.0��10 5 GB6060.3-86 늻� �νMʽ 0.4��0.8��1.6��3.2��6.3��12.5 6 GB6060.3-86 ���� �νMʽ 0.8��0.4��0.2��0.1��0.05��0.025��0.012 7 GB6060.4-88 �T����Fɰ�� �νMʽ 3.2��6.3��12.5��25��50��100��800��1000 8 GB6060.1-85 �T����Fɰ��0.2��0.4��0.8��1.6��3.2��6.3��12.5��25��50��100 10 GB6060.5-88 �T����Fɰ�� 0.8��1.6��3.2��6.3��12.5��25 6 ������+��ɰ �C�����϶��(xi��ng) 16 GB6060.5-88
����ֲڶȱ��^�ӉK
���I(y��)���a(ch��n)����ֲڶȱ��^�ӉK(Raֵ���ӹ����������S��(b��o)�r(ji��))Raֵ/ �p�Mʽ���M��ʽ���νMʽ�����S�����a(ch��n)���S�Үa(ch��n)Ʒ���Q �ӹ����� Ҏ(gu��)�� Raֵum ÿ�M�K��(sh��) ��(y��u)�݃r(ji��)����ֲڶȱ��^�ӉK ܇��@��ĥ��@���١�ƽĥ���M��(n��i)�ס�ƽ㊡���㊡���ĥ �M��ʽ 6.3��3.2��1.6~0.012 32 ���S�r(ji��)�����ֲڶȱ��^�ӉK ܇��@��ĥ��@ �p�Mʽ 6.3~0.1 8 ���S�r(ji��)�����ֲڶȱ��^�ӉK �١�ƽĥ �p�Mʽ 6.3~0.1 8 ���S�r(ji��)�����ֲڶȱ��^�ӉK ƽ㊡���� �p�Mʽ 6.3~0.8 8 ���S�r(ji��)�����ֲڶȱ��^�ӉK �M��(n��i)�ס�ĥ��(n��i)�� �p�Mʽ 6.3~0.1 8 ���S�r(ji��)�����ֲڶȱ��^�ӉK ���С��C(j��)�� �p�Mʽ 0.1~0.012 8 ���S�r(ji��)�����ֲڶȱ��^�ӉK ܇��A �νMʽ 6.3~0.8 4 ���S�r(ji��)�����ֲڶȱ��^�ӉK �� �νMʽ 6.3~0.8 4 ���S�r(ji��)�����ֲڶȱ��^�ӉK �M��(n��i)�� �νMʽ 6.3~0.8 4 ���S�r(ji��)�����ֲڶȱ��^�ӉK �S �νMʽ 6.3~0.8 4 ���S�r(ji��)�����ֲڶȱ��^�ӉK ƽ� �νMʽ 6.3~0.8 4 ���S�r(ji��)�����ֲڶȱ��^�ӉK ��� �νMʽ 6.3~0.8 4 ���S�r(ji��)�����ֲڶȱ��^�ӉK ƽĥ �νMʽ 0.8~0.1 4 ���S�r(ji��)�����ֲڶȱ��^�ӉK ĥ��(n��i)�� �νMʽ 0.8~0.1 4 ���S�r(ji��)�����ֲڶȱ��^�ӉK ĥ��A �νMʽ 0.8~0.1 4 ���S�r(ji��)�����ֲڶȱ��^�ӉK ���� �νMʽ 0.1~0.012 4 ���S�r(ji��)�����ֲڶȱ��^�ӉK �C(j��)�� �νMʽ 0.1~0.012 4 ���S�r(ji��)�����ֲڶȱ��^�ӉK ���и� �νMʽ 1.6��3.2��2.5��5.0��6.3 5 ���S�r(ji��)�����ֲڶȱ��^�ӉK 늻� �νMʽ 0.4~25 6 ���S�r(ji��)�����ֲڶȱ��^�ӉK ���� �νMʽ 0.8~0.012 7 ���S�r(ji��)�����ֲڶȱ��^�ӉK �T����Fɰ�� �νMʽ 6.3~100 8 ���S�r(ji��)�����ֲڶȱ��^�ӉK �����裫��ɰ ���� 0.2~100 16 ���S�r(ji��)�����ֲڶȱ��^�ӉK 0.8~25 ���S�r(ji��)��
����ֲڶȱ��^�ӉK�r(ji��)����(y��ng)����ֲڶȱ��^�ӉK�S���r(ji��)ֱ�N
����ֲڶȱ��^�ӉK���� ����ֲڶȱ��^�ӉK�Ǚz��ӹ��������һ�N�Ȍ�(du��)���ߣ�����ʹ�÷������ԘӉK������ı���ֲڶȞ��(bi��o)��(zh��n)���{�|�X(ju��)������������ҕ�X(ju��)���ɽ����Ŵ��R�����^�@�R�ȣ��c���z��Ĺ��������M(j��n)�бȌ�(du��)���Ķ��Єe���z�����ı���ֲڶ��Ƿ�Ϻ�Ҫ���@��һ�N���Եęz�鹤�ߡ����� ���ñ��^�ӉK��(du��)���������M(j��n)�б��^�r(sh��)�����x�õĘӉK�ͱ��z�鹤���ļӹ����������ͬ��ͬ�r(sh��)�ӉK�IJ��ϡ��Π����ɫ�ɵȑ�(y��ng)�M���ܵ��c���z�鹤��һ�¡��Д�Ĝ�(zh��n)�t�Ǹ���(j��)�����ӹ����E����\��(l��i)�Q������ֲڶ��Ƿ���ψD������ˇ��Ҫ��(d��ng)���z�鹤������ļӹ����E��\�̶��ஔ(d��ng)����С�ژӉK������ӹ����E��ȕr(sh��)���t���z�鹤������ֲڶ�һ�㲻���ژӉK�Ę�(bi��o)ӛ���Qֵ������ �ñ��^�ӉK�Ȍ�(du��)�ķ����m��(ji��n)�㡢���١���(j��ng)��(j��)��(sh��)�ã���ֻ�ܶ��Ԝy(c��)�����o(w��)���õ�����ֲڶȵĶ���ֵ�����^��Ҫ��z�(y��n)�߾����S���Č�(sh��)�`��(j��ng)�(y��n)����ˣ����^�����ھ���һ������LJ�(y��n)��Ҫ��ı���ֲڶȵ�������档���� ���˽y(t��ng)һ���^�ӉK�������cʹ�ã����^�ӉK�ľ��_�Ⱥ��|(zh��)��Ҫ���҇�(gu��)���^�l(f��)�������(xi��ng)���^�ӉK�ć�(gu��)�Ҙ�(bi��o)��(zh��n)���F(xi��n)�քe�M(j��n)�н�B������ ��(ji��) �T�����ֲڶȱ��^�ӉK���� �T����汻�˂��J(r��n)���Ǻֲܴڵı��棬���Ԍ�(du��)�����ֲڶ�һ�㲻���Կ����c�u(p��ng)�����O(sh��)Ӌ(j��)��������D�ό�(du��)�T�����ֻ��(bi��o)ע���ӹ���̖(h��o)�����S���T��ӹ���ˇ�İl(f��)չ���T������|(zh��)���IJ�����ߣ���(du��)�T������ֲڶȵĿ����c�u(p��ng)���������P(gu��n)�ИI(y��)�Ͳ��T����ҕ���O(sh��)Ӌ(j��)�߸���(j��)����Ҫ���ڈD����Ҏ(gu��)�����T�����ֲڶ�Ҫ���u(p��ng)���T�����ֲڶȕr(sh��)���ķ����ǘӉK���^�������� GB��T6060��1����1997������ֲڶȱ��^�ӉK �T����桷Ҏ(gu��)�����T����ٱ���ֲڶȱ��^�ӉK��������ԓ�ӉK�Á�(l��i)�c�������ĺϽ���|(zh��)���T�췽����ͬ�ģ�����(j��ng)�^(gu��)�m��(d��ng)�������燊�衢��ɰ���LͲ�ȷ������������T�����棬ͨ�^(gu��)ҕ�X(ju��)���|�X(ju��)�M(j��n)�б��^���u(p��ng)���T�����Ĵֲڶȡ���(bi��o)��(zh��n)�ı��^�ӉK߀�������ض��T�칤ˇ���T������ֲڶ��x�õą�������(j��)������ �T�����ֲڶȱ��^�ӉK�DZ����ض��Ͻ���|(zh��)���T�췽������֪����݆�����g(sh��)ƽ��ƫ��Ra���^��ƽ��ʮ�c(di��n)�߶�Rzֵ�ĘӉK�����T����͡��Ͻ�N��T�췽�������_(d��)���ĴֲڶȔ�(sh��)ֵ�����Ҏ(gu��)�������ĽY(ji��)��(g��u)�ߴ缰��(bi��o)־������ һ���ӉK�ķ������(sh��)ֵ���� �T�������^�ӉK���T�칤ˇ�����|(zh��)�IJ�ͬ�ֳɃɴ��15�N �����ӉK�����췽������ 1���ӉK��(y��ng)�����з������죺���� 1������T����(f��)�Ƶı�����(y��ng)ģ������ 2�������ϻ��������Ϗ�(f��)�Ƶı�����(y��ng)ģ������ 3��ֱ���ñ����ĺϽ���|(zh��)���T�췽������ı��档���� 2����(f��)�ƘӉK�õ�ԭʼĸģ�ı��棬����w�F(xi��n)Ҫ�������ض��T����ټ��Ͻ���|(zh��)���T�췽���Ĵֲڶ��������挍(sh��)�T�����棨���S���Ç��衢��ɰ���LͲ�������m��(d��ng)���������������ҷ���Ҏ(gu��)���ı���ֲڶȅ���(sh��)ֵ������ �����ӉK�ı����������� 1���ӉK���摪(y��ng)�ʬF(xi��n)����Ҫ�������ض��T����ټ��Ͻ���|(zh��)���T�췽���a(ch��n)�����T�����ֲڶ�������������(y��ng)���б���ֲڶ���������������������M���@Щ���������nj�(sh��)�H�T�����������S���ڵģ����粨�y�ȡ�ȱ�ݵȡ����� 2���ӉK�����ɫ�ɣ���(y��ng)�������������ض��T����ټ��Ͻ���|(zh��)�T���������ܳ��F(xi��n)��ɫ�ɡ�
�����Y�����Ͼ����x���ܘӰ幤�ߏS�ṩ���a(ch��n)�N�ۆο̾�������(bi��o)��(zh��n)�ӉK����̾�������(bi��o)��(zh��n)�ӉK���Ρ���̾����P䓘�(bi��o)��(zh��n)�ӉK�ȣ���˾:�д����F(xi��n)؛��(k��)��ȫ��(gu��)�r(ji��)�N�۹���(y��ng)����(d��ng)��l(f��)؛��
1.���Ϯa(ch��n)Ʒ���Ї�(gu��)��Ӌ(j��)�����a(ch��n)�Y�|(zh��)�����χ�(gu��)��Ӌ(j��)���z����(bi��o)��(zh��n)�� 2.��ί����˾�M(j��n)�Юa(ch��n)ƷӋ(j��)���z���� �Ͼ����x�C(j��)�����˾�Ԓ����86��85352928���棺��86��025-85357490�֙C(j��)��24С�r(sh��)����(w��)����15996345025 ������������ַ���Ї�(gu��)���Kʡ�Ͼ�������^(q��)��Է֮��11-305Ԕ���(l��i)ԴՈ(q��ng)������(y��)��http://www.highhui.com�]�䣺pcsxq@163.com�]����210028
����ֲڶȱ��^�ӉK�����N���M��ʽ�ӉK��܇��A���M��(n��i)�ס��١�ƽ㊡���㊡�ĥ��A��ƽĥ����ĥ��܇��@��ĥ��@���١�ƽĥ��ƽ㊡���㊡��M��(n��i)�ס�ĥ��(n��i)�ס����С�ƽĥ��늻��и늻��⡢�T����Fɰ�͡������衢��ɰ��������+��ɰ
FGH���������ֲڶȱ��^�ӉK
| ���������ֲڶȱ��^�ӉK��Ԕ��(x��)�Y�ϣ� |
| ����ֲڶȘӉK�ַQ�����ֲڶȘӰ壬����ֲڶȘӰ壬�❍�ȘӉK���❍�ȘӰ壬��ͨ�^(gu��)ҕ�X(ju��)���|�X(ju��)ֱ�^�Д౻�ӹ�������ֲڶȻ����❍���Ƿ���ψD��RaֵҪ��Ĝy(c��)�����ߣ��c�ֲڶȃx��ȣ����Ѓr(ji��)�������ʹ�ú�(ji��n)�Σ��y������ȃ�(y��u)�c(di��n)��
|
���®a(ch��n)Ʒ
- С���1-�����ǵ���(��1AGP)ELISAԇ���� 2024/12/29 22:07:54
- С���-���zԭ��(li��n)(��CTx)ELISAԇ���� 2024/12/29 22:07:54
- С���-��(n��i)����(��EP)ELISAԇ���� 2024/12/29 22:06:24
- С���2-�w��ø��������(��2PI)ELISAԇ���� 2024/12/29 22:06:05
- С���1-���ȵ���ø(��1AT)ELISAԇ���� 2024/12/29 22:04:49
- С�������(AFM)ELISAԇ���� 2024/12/29 22:03:40
- С���1-��(��1M)ELISAԇ���� 2024/12/29 22:02:42
- С���2-HS�ǵ���(��HSG)ELISAԇ���� 2024/12/29 22:01:40
- С���2-����(��2M)ELISAԇ���� 2024/12/29 22:00:16
- С���-���r����(SPTAN1)ELISAԇ���� 2024/12/29 22:00:12
- С���-���zԭ��(li��n)(��CTx)ELISAԇ���� 2024/12/29 21:58:36
- С��z������ø��������Kazal��5(SPINK5)ELISAԇ���� 2024/12/29 21:57:35
- С���-��(n��i)����(��EP)ELISAԇ���� 2024/12/29 21:56:34
- С��z�����ؙ����D(zhu��n)��ø�L(zh��ng)有A�ԁ���1(SPTLC1)ELISAԇ���� 2024/12/29 21:55:58
- С��(x��)��ɫ��C����ø������(COX3)ELISAԇ���� 2024/12/29 21:55:20
- С��z�����ؙ����D(zhu��n)��ø�L(zh��ng)有A�ԁ���2(SPTLC2)ELISAԇ���� 2024/12/29 21:54:06
- С��z�����ؙ����D(zhu��n)��ø�L(zh��ng)有A�ԁ���1(SPTLC1)ELISAԇ���� 2024/12/29 21:53:58
- С��z�����ؙ����D(zhu��n)��ø�L(zh��ng)有A�ԁ���3(SPTLC3)ELISAԇ���� 2024/12/29 21:52:12
- С��z�����ؙ����D(zhu��n)��ø�L(zh��ng)有A�ԁ���2(SPTLC2)ELISAԇ���� 2024/12/29 21:51:47
- С��z�����ؙ����D(zhu��n)��ø�L(zh��ng)有A�ԁ���3(SPTLC3)ELISAԇ���� 2024/12/29 21:50:27
- С��z����/�K���ἤø11(STK11)ELISAԇ���� 2024/12/29 21:50:26
- С��z����/�K���ἤø11(STK11)ELISAԇ���� 2024/12/29 21:48:26
- С��z�е���1(CFL1)ELISAԇ���� 2024/12/29 21:48:21
- С��z�е���1(CFL1)ELISAԇ���� 2024/12/29 21:46:06
- С��z�۵���(FLG)ELISAԇ���� 2024/12/29 21:45:33
- С��z�۵���(FLG)ELISAԇ���� 2024/12/29 21:44:46
- С��FK506�Y(ji��)�ϵ��טӵ���(FKBPL)ELISAԇ���� 2024/12/29 21:43:27
- С��FK506�Y(ji��)�ϵ��טӵ���(FKBPL)ELISAԇ���� 2024/12/29 21:43:17
- С��FMS���Ұ��ἤø3���w(Flt3L)ELISAԇ���� 2024/12/29 21:40:55
- С��FMS���Ұ��ἤø3���w(Flt3L)ELISAԇ���� 2024/12/29 21:40:53